-

嘉兴晗晴电子有限公司
主营: - 13456317022

嘉兴晗晴电子有限公司
主营: 4
4

在注塑过程中,注塑机喷嘴处的压力较高,以克服熔体全程中的流动阻力。其后,压力沿着流动长度往熔体较前端波前处逐步降低,如果模腔内部排气良好,则熔体前端最后的压力就是大气压。
注塑时间要远远低于冷却时间,大约为冷却时间的1/10~1/15,这个规律可以作为预测塑件全部成型时间的依据。在作模流分析时,只有当熔体完全是由螺杆旋转推动注满型腔的情况下,分析结果中的注塑时间才等于工艺条件中设定的注塑时间。如果在型腔充满前发生螺杆的保压切换,那么分析结果将大于工艺条件的设定。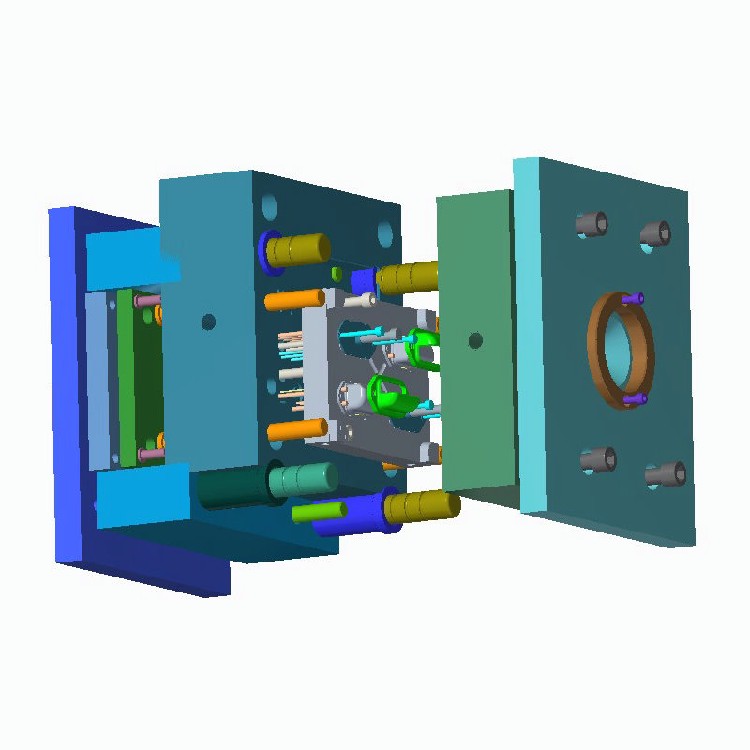
注塑成型加工过程中是一个涉及模具设计、模具制造、原材料特性和原材料预处理方法、成型工艺、注塑机操作等多方面因素,并与加工环境条件、制品冷却时间、后处理工艺密切相关的复杂加工流程。因此,制品质量的好坏就不单取决于注塑机的注塑精度、计量精度,或是仅仅由模具设计的优劣和模具加工的精度级别决定,通常,它还会受到上述的其他因素的影响和制约。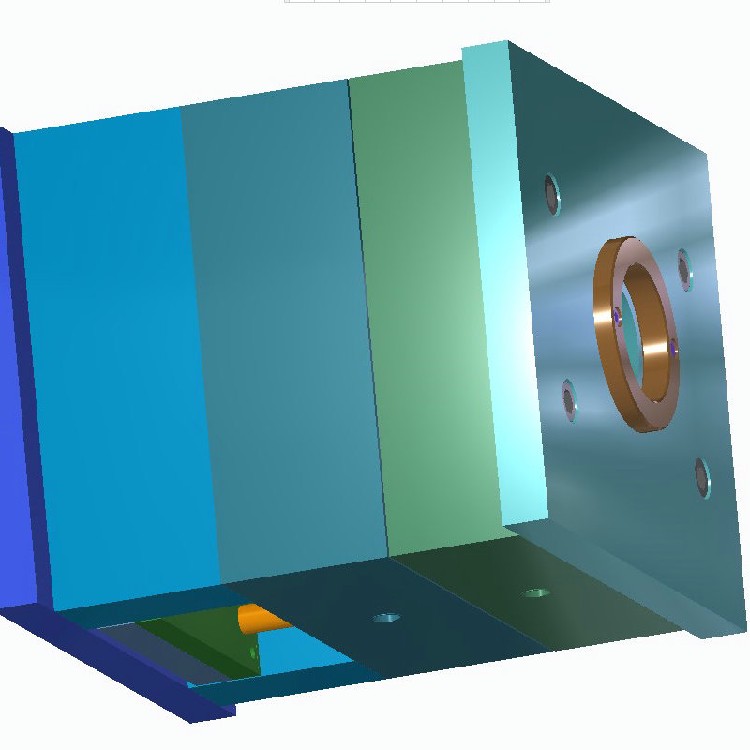
包括塑料模(如双色模具、压塑模和挤塑模等) 、橡胶模和粉末冶金模等。 根据结构特点,模具又可分为平面的冲裁模和具有空间的型腔模。模具一般为单件,小批生产。
模具材料较重要的因素是热强度和热稳定性,常用料模具材料:工作温度 成形材料 模具材料
<300℃锌合金Cr12、Cr12MoV、S-136、SLD、NAK80、GCr15、T8、T10。
300~500℃铝合金、铜合金 5CrMnMo、3Cr2W8、9CrSi、W18Cr4V、5CrNiMo、W6Mo5Cr4V2、M2。
500~800℃ 铝合金、铜合金、钢钛 GH130、GH33、GH37。
800~1000℃ 钛合金、钢、不锈钢、镍合金 K3、K5、K17、K19、GH99、IN100、ЖC-6NX88、MAR-M200、TRW-NASA、WA。
>1000℃ 镍合金 铜基合金模具、硬质合金模具。
是使处于粘流状态的塑料,在高温和一定的压力下,通过具有特定断面形状的口模,然后在较低的温度下,定型成为所需截面形状的连续型材的一种成型方法。挤塑成型的生产过程,是准备成型物料、挤出造型、冷却定型、牵引与切断、挤出品后处理(调质或热处理)。在挤塑成型过程中,注意调整好挤出机料筒各加热段和机头口模的温度、螺杆转数、牵引速度等工艺参数以便得到合格的挤塑型材。特别要注意调整好聚合物熔体由 机头口模中挤出的速率。因为当熔融料挤出的速率较低时,挤出物具有光滑的表面、均匀的断面形状;但是当熔融物料挤出速率达到某一限度时,挤出物表面就会变 得粗糙、失去光泽,出现鲨鱼皮、桔皮纹、形状扭曲等现象。当挤出速率进一步增大时,挤出物表面出现畸变,甚至支离和断裂成熔体碎片或圆柱。因此挤出速率的控制至关重要。
http://u317022.cn.b2b168.com
欢迎来到嘉兴晗晴电子有限公司网站, 具体地址是浙江省嘉兴秀洲区浙江省嘉兴市秀洲区油车港镇乐源路77号一楼,联系人是袁杰。
主要经营家电注塑件加工.注塑件模具加工.小型注塑件加工等。
单位注册资金未知。
我们公司在加工业内一直都是*,业绩好,主营的机床 金属制品 模具 等都经过了专业机构的认证和众多客户的**,真正的值得信赖!